Explore our high-performance plant protein isolates and concentrates engineered for diverse clean-label applications, sports nutrition, and functional food systems.





We combine advanced bioprocess engineering with physical extraction to guarantee high protein yields and optimal organoleptic properties without chemical trace residues.
Fully compliant with international food safety certifications including ISO, Kosher, Halal, USDA Organic, and EU Non-GMO standards for seamless global importation.
Direct sourcing from high-latitude, non-GMO farming fields in China secures a stable, cost-effective feedstock flow even during macro-environmental volatility.
Hangzhou Entry Bio Co., Ltd. is a premier China vegetal protein manufacturer, pioneering research, scalable manufacturing, and global distribution of top-tier plant protein ingredients and functional food-grade systems. Tailoring solutions for the food, beverage, active nutrition, and pharmaceutical sectors, we address the critical shifts in user search intent from simple bulk protein purchasing to highly specific physical-chemical property requirements.
Our comprehensive portfolio—ranging from highly purified isolates to functional concentrates—leverages state-of-the-art membrane filtration, enzymatic hydrolysis, and thermal processing technologies. By controlling the production flow from raw materials to final output, we guarantee optimal water-binding capability, emulsification strength, and particle size distribution. This rigorous focus on technical criteria enables our B2B partners to succeed in challenging matrices such as dairy alternatives, meat substitutes, and high-performance sports nutrition powders.
Modern global brands are pivoting away from single-source proteins toward diverse, high-performance plant protein concentrates. Several driving factors characterize this shift:
As a leading supplier, Hangzhou Entry Bio Co., Ltd. resolves these challenges by using physical mechanical separation and temperature-controlled dry-milling options alongside classic wet-extraction methods. This ensures that the natural structure of the globulins and albumins is preserved, maintaining superior solubility and sensory characteristics.
Information Gain Insight: The choice between a protein isolate (typically ≥80% protein) and a protein concentrate (50%-70% protein) depends heavily on the starch-to-fiber ratio required in the final product. High-fiber concentrates are superior for structural stability in plant-based patties, while isolates are optimal for clear beverages and instant shake powders.
Selecting the correct plant protein concentrate requires a deep understanding of their technical profiles. Below is an engineering comparison of the primary proteins manufactured and supplied by Hangzhou Entry Bio Co., Ltd.
| Protein Source | Protein Content (%) | Key Functional Advantage | Primary Industrial Use Case | Allergen Status |
|---|---|---|---|---|
| Pea Protein Isolate | 80% - 85% | High solubility, excellent foaming, rich in BCAAs | Sports nutrition shakes, ready-to-drink (RTD) beverages | Hypoallergenic |
| Soy Protein Isolate | 90% | High emulsion stability, strong gel strength | Meat alternatives (burgers, nuggets), emulsified meats | Contains allergens |
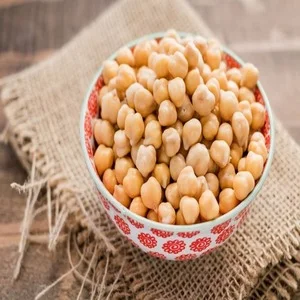
| Chickpea Protein Isolate | 70% - 80% | Clean, neutral taste profile, high water binding capacity | Egg-free bakery, gluten-free snacks, premium dairy alternatives | Hypoallergenic |
| Hemp Seed Protein | 50% - 65% | Balanced Omeas 3-6-9, rich in Edestin protein | Keto-friendly supplements, whole-food nutritional powders | Hypoallergenic |
| Rice Protein Powder | 80% | Complete amino acid profile (when combined with Pea) | Infant formulas, clinical nutrition products | Hypoallergenic |
Sourcing plant protein concentrates from China provides unmatched competitive benefits for global food manufacturers. China has established a highly integrated agricultural-industrial ecosystem that excels in several areas:
Exporting ingredients to markets like North America, Western Europe, and Asia-Pacific requires strict adherence to local laws. Hangzhou Entry Bio Co., Ltd. maintains a dedicated compliance department to ensure that every shipment conforms to destination-specific guidelines:
Take a look inside our clean-room processing halls, raw ingredient silos, and analytical laboratories where strict quality control takes place.










Plant protein behavior varies greatly depending on the formulation environment. Our technical teams modify processing parameters like pH, temperature, and shear rates to create functional protein ingredients tailored to your specific application requirements:
A major challenge in non-dairy milk is preventing sedimentation and syneresis. By utilizing high-solubility chickpea and pea protein isolates, formulators can match the mouthfeel of traditional dairy without using synthetic thickeners. Our chickpea protein isolates feature a clean sensory profile that masks vegetal off-notes, reducing the need for costly masking agents.
To replicate the fibrous texture of beef or chicken, proteins must undergo high-moisture extrusion. Our Textured Pea Protein Chunks and Granules are engineered to absorb water and fat efficiently. This helps plant-based burgers, sausages, and nuggets retain their structure and juiciness during cooking.
Product developers in active nutrition need highly digestible ingredients with optimal amino acid profiles. By combining rice protein (high in methionine) with pea protein (high in lysine), we create a balanced plant-based blend with a PDCAAS of 1.0, matching the protein quality of whey.
Key insights to address common inquiries from global B2B procurement managers and food engineers.
From organic specialty protein powders to clean-label bulk grains and pet nutrition additives, we supply reliable solutions for every department.